Для чего нужен футляр трубопровода
Футляр для трубопроводов представляет собой трубную конструкцию, внутри которой находится рабочая труба. Диаметр гильзы для трубопровода принимается больше диаметра проектируемой сети. Технология укладки трубы в футляре предусматривает в первую очередь монтаж гильзы, в которую протаскивается рабочая труба. Для протаскивания используются опорно-направляющие кольца. Они надеваются на рабочую трубу, обеспечивая ее размещение по центру гильзы. Ее концы герметично заделываются с помощью просмоленных материалов, битума, эластичных материалов.
Для чего нужна гильза для трубопровода
- защита. При подземной прокладке коммуникаций на трубопровод действуют динамические нагрузки от транспортных средств. Гильза трубопровода защищает трубные участки от механического воздействия с сохранением несущих характеристик материала трубы;
- быстрая ремонтопригодность. При возникновении аварийной ситуации в виде утечек в трубе, проходящей через автодорогу, возможна замена поврежденной сети без вскрытия асфальтобетонного покрытия. Достаточно найти концы гильзы, демонтировать существующий участок, протащить в нее новую трубу;
- предотвращение попадания воды на поверхность земли. Концы футляров заделываются герметично, поэтому при утечке вода собирается внутри гильзы. Оперативная ликвидация аварии позволит в этом случае избежать подтопления территории.
Обязательна ли установка гильз
Подземная прокладка инженерных сетей проектируется на основании нормативных документов. Необходимость использования футляров определена действующими нормами проектирования, зависит от размещения проектируемых коммуникаций на местности. Своды правил, используемые для разработки проекта на укладку сетей водоснабжения, водоотведения, отопления, газоснабжения, прописывают условия, при которых применение гильзы является обязательным.
В соответствии с нормами и правилами строительства подземных коммуникаций гильза для трубопроводов используется в местах пересечения инженерных сетей с железнодорожными и трамвайными путями, автомобильными дорогами, в местах прохода через стены, фундаменты зданий и сооружений, при пересечении труб между собой.
Виды и характеристики футляров для труб
- для водопровода;
- для канализации;
- для теплоснабжения;
- для газопровода.
Каждый вид имеет особенности, обеспечивающие безопасную и надежную эксплуатацию наружных сетей. Помимо общих требований прокладки футляров под действующими автодорогами, трамвайными, железнодорожными путями, гильза для трубопровода водоснабжения должна устанавливаться при пересечении с канализационными трубами при невозможности монтажа водопроводных сетей выше канализации. Длина гильзы должна быть не менее 2м в каждую сторону от точки пересечения. Также при строительстве сетей в застроенной части городов рекомендуется устанавливать гильзу для защиты труб от существующих корней деревьев и прочей растительности. Ее диаметр для трубопроводов водоснабжения должен быть не менее, чем на 200 мм больше наружного диаметра рабочей трубы.
Её сиятельство Гильза
«Есть многое на свете, друг Горацио, что и не снилось нашим мудрецам». У Вильяма нашего Шекспира эта фраза подразумевала различную паранормальщину, вроде тени отца Гамлета, намекавшей на совершение ряда тяжких преступлений, но если внимательно присмотреться, то и появление многих привычных нам вещей тоже представляется многим людям магией. И совсем необязательно это Большой Адронный Коллайдер, желанная, но дефицитная игровая видеокарта или 8К-телевизор от Самсунга. Это может быть гораздо более простая вещь – например, патрон. Пистолетный, винтовочный, револьверный – неважно. Патрон является вроде бы и мелким, но очень важным персонажем в мировой военной истории. Мы читаем про дефицит патронов в Российской Императорской Армии и ужасаемся ему. А потом со сходными чувствами – про винтовку с пятью патронами на человека в РККА. Или истории про отказ в приёме на вооружение автоматических образцов, потому что расход патронов будет излишне велик. И постоянно этот персонаж возникает в сюжете в связи с какими-то перипетиями – недостатком, срывом поставок, освоением производства, проблемами с качеством. Зато, когда с ним нет проблем, он незаметен.

При этом само производство патронов обычно остаётся за кадром. Ну как-то их там делают, причём миллионами и миллиардами. Магия, да и только. А где магия, там и мифы, вроде самого живучего – про диаметр советских папирос и макарон, равный 7.62 мм, что якобы позволяет развернуть производство патронов на любой макаронной фабрике за два часа.Итак, говорить будем про унитарный патрон в металлической гильзе.
С позапрошлого века мало что изменилось
Всяческие гладкоствольные патроны в бумажных папковых и пластиковых гильзах не трогаем, это отдельная тема, имеющая отношение в основном к истории охотничьего оружия, а не к военной тематике. Унитарный он потому, что в одном изделии сразу содержатся метаемый снаряд (обычно пуля), метательный заряд (порох) и запал (капсюль). И дополнительная деталь для того, чтобы собрать всех их воедино. Нет, это не Кольцо Всевластия, это металлическая гильза. Ранее применялись и бумажные гильзы, но времена нижнего кембрия опять-таки не трогаем. Самым очевидным плюсом унитарного патрона стало увеличение скорострельности оружия – уже не приходилось совершать кучу операций, как с дульнозарядным оружием. Закинул патрон, закрыл затвор – и стреляй. Потом к оружию начали массово приделывать магазины, ну а затем и вовсе обленились, переложив функцию передёргивания затвора на энергию пороховых газов.
Были и менее очевидные моменты: металлическая гильза позволила кратно увеличить давление пороховых газов в патроннике, отсюда рост начальных скоростей пули и возможность применять бездымные пороха, следовательно, большая дальность стрельбы и сама стрельба более зрячая. Возможность перезаряжаться в любом положении позволила армиям эффективнее закапываться в землю, больше стрелять лёжа и из укрытий; с укрытием желательно сливаться, а значит, нужен камуфляж; камуфлированную армию визуально уже не видно, а значит, надо развивать связь. Ну, в общем, вы поняли – одно тянуло за собой другое, и между Крымской и Русско-Японской уже пропасть в способах ведения войны. Естественно где-то должна быть и подстава. Само собой, она есть – такой патрон гораздо сложнее в производстве. Это не пороха в мешочек насыпать и пульку сверху кинуть, тут каждый патрон – сложное техническое изделие. Соответственно, и патронное производство усложнилось на порядок. Причём это касается каждой из деталей патрона.
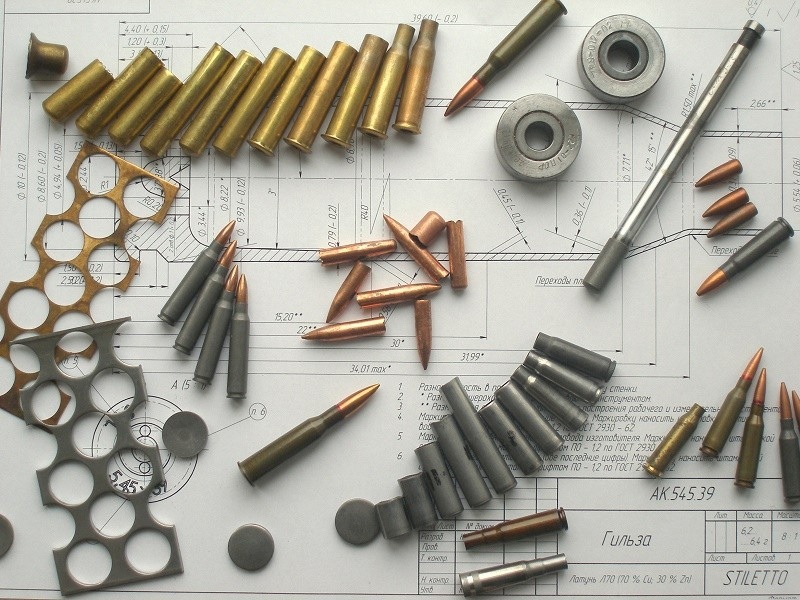
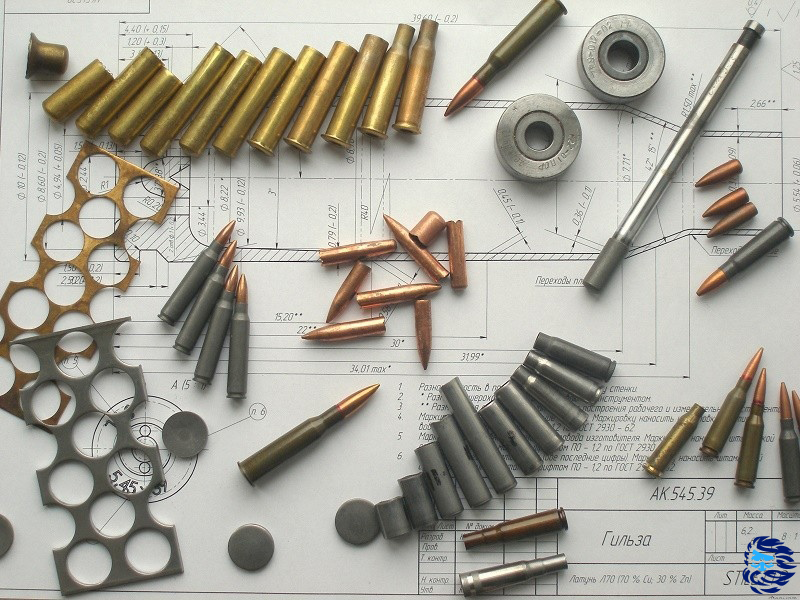
Сегодня поговорим про самую крупную деталь – гильзу. Многим они хорошо знакомы с детства. Зачастую это первый предмет, непосредственно связанный с оружием, который попадает в руки мелкого пацана. Разного размера, разной формы, разных цветов, причём вся эта разница не на пустом месте появляется. Деталька вроде бы простенькая, но производство гильзы на самом деле весьма сложно. Ключевой момент – все миллионы производимых гильз для армейского оружия должны укладываться в очень строгие допуски. Слишком короткая гильза – ударник не достанет до капсюля и случится осечка. Слишком длинная гильза – затвор не закроется и случится задержка. Слишком толстая гильза застрянет в патроннике – и снова неприятная задержка. Всё это в бою смертельно опасно. Значит, требования к геометрии гильзы очень строгие. Соответственно, и оборудование для производства должно быть весьма точным, и рабочие квалифицированные. Десяток-другой гильз может даже токарь третьего разряда на школьном токарнике ТВ-4 сделать, но вот большая партия – совсем другое дело. Этот момент уже не располагает к производству гильз на папиросно-макаронных фабриках или в «секретных цехах кастрюлько-тазиковых артелей» (слышал и такую формулировку).
Далее – материал гильзы. Самый лучший вариант известен уже давно – это латунь. Прочная, пластичная, легко обрабатывается, хорошо держит давление – в общем, всем хороший материал, только вот есть пара недостатков: требует больших затрат цветных металлов, ну и дорогая это зараза. Тем не менее, очень долгое время выбора не было, найти замену латуни не получалось. Само собой, никто на токарниках гильзы не точит, их вытягивают из заготовки, придают форму, подрезают, и только в конце идёт токарная обработка и сверление. Вытягивать гильзу из латунного блинчика – это одно, тут можно справиться небольшим прессом чуть ли не настольного класса, в гараже уж точно сделать можно.

Сталь же – совсем другое дело, тут оборудование нужно более серьёзное, да и с самой сталью всё гораздо сложнее, какая попало сыромятина не подойдёт, нужны специальные сорта, дающие оптимальное сочетание пластичности и прочности. Советские технологи очень долго бились над решением этой задачи и смогли её всё-таки решить – именно СССР первым освоил массовое производство стальных гильз. Кроме оборудования и материала, пришлось преодолевать трудности с выбором покрытия. Латунную гильзу ничем покрывать не надо, она мягкая, и трением латунь по стали в паре гильза-патронник можно пренебречь, максимум латунные гильзы иногда никелируют, а вот сталь по стали – это уже не дело. В ход идут и плакирование (покрытие стали тонким слоем латуни с получением так называемого биметалла, проще говоря – бутерброда из двух материалов), и лакирование, и оцинковка, и покрытие полимером. В основном используется лак, из-за этого отечественные армейские гильзы чаще всего зелёные.

Так рождается гильза патрона 7.62х39
Если со сталью столько возни, то зачем она тогда вообще нужна? Ответ простой – цена и доступность материала. Для производства гильз не нужен дефицитный цветмет, только сталь – соответственно, цена каждой гильзы получается копеечная. Платить за это приходится очень сложным и дорогим оборудованием патронных заводов, сложным процессом освоения изделия и, соответственно, необходимостью больших объёмов производства, чтобы это всё стало рентабельным. Поэтому почти все советские патронные заводы были очень крупными предприятиями. В этом вообще очень хорошо прослеживается разница между советской и американской инженерными школами: первая предпочитает более простое финальное изделие, вторая – производство более простых деталей на промежуточных этапах. Из-за этого конструкционно более простой автомат Калашникова в производстве сложнее, чем состоящая из большего числа деталей винтовка Юджина Стоунера, известная как AR-15/M16/M4. Собственно, на этом этапе становится понятно, что производство гильз на предприятиях, не предназначенных для этого изначально, практически невозможно. Как невозможно производство АК всяческими «Артелями Примус», как это было с ППС.

При этом полностью отказаться от латуни СССР тоже не смог. Во-первых, требования к массовости производства стальных изделий не подходили для огромного количества спецпатронов – малошумных, бесшумных, подводных, просто экспериментальных. Во-вторых, пластичность латуни даёт не только удобство производства, но и равномерность усилия распуливания. Мягкая латунька держит пулю более единообразно, а это положительно сказывается на точности стрельбы. Для валового автоматного или пулемётного патрона и сталь отлично подходит, а вот снайперам точность лишней не бывает. Именно поэтому патроны для пулемёта ПКМ идут в биметаллической гильзе, а вот для винтовки СВД – в латунной, и имеют отдельную маркировку «Снайперские». Ну и в-третьих, не всегда получалось найти нужную сталь для гильзы, как вышло с патроном 12.7х108, где не удалось сделать надёжную стальную гильзу для авиационных пулемётов.

Американские полимерные эксперименты
В СССР проводились также эксперименты с алюминиевыми гильзами, но дальше экспериментальных партий дело не пошло. Более перспективным в настоящее время является идея полимерной гильзы, но это производство точно не будет простым из-за очень высоких требований к качеству пластика. Насколько идея взлетит – увидим в ближайшие годы, ну а пока балом правят сталь и латунь. При этом и производство латунной гильзы тоже нельзя назвать очень уж простым процессом, поэтому очень многие фирмы покупают готовые гильзы у крупных производителей и просто ставят на них свои клейма. Достаточно посмотреть любой американский сайт, на котором продаются патроны и компоненты. Готовые патроны продают чуть ли не сотни контор, а вот список производителей гильз укладывается в десяток-полтора.
Такой вот непростой оказывается простая на первый взгляд деталька.
Автор: Роман Воронов
Купить VDS-хостинг с быстрыми NVMе-дисками и посуточной оплатой у хостинга Маклауд.
Как обеспечить стабильность процесса термоизмерения?


В этой сводной мы рассмотрим классификацию агрессивности среды и виды защитных гильз для термопреобразователей сопротивления, с целью устранения возможных недоразумений при намерении купить на заводе-изготовителе защитную гильзу отдельно от основного агрегата.
Важнейшую роль в стабильности термометрического процесса играют факторы среды:
- коррозийная способность,
- образование механического воздействия и вибраций измеряемым проходящим потоком,
- высокое давление
Атмосферные условия
Коррозионный износ в условиях атмосфер характеризуется комплексным влиянием следующих условий: покрытием поверхностей плёнками влаги, коррозионноагрессивной загрязненностью воздуха, термическими колебаниями атмосферы и металлов, образованием продуктов коррозии и др.
Скорость воздействия коррозии рассчитывается исходя из временной продолжительности и мощности коррозийного эффекта воздействия на металлы наиболее грубых факторов.
Площади эксплуатации можно разбить на три группы:
- Закрытые помещения с внутренними источниками тепла и влаги (отапливаемые помещения);
- Закрытые помещения без внутренних источников тепла и влаги (неотапливаемые помещения);
- Внеантропогенное – оголенно-атмосферное
Степень возможного коррозионного воздействия:
- неагрессивные,
- слабоагрессивные,
- среднеагрессивные,
- сильноагрессивные.
В отапливаемых помещениях основными обстоятельствами, определяющими коррозионность, являются относительная влажность и загрязненность воздуха, температурные перепады атмосферы и металлов. В неотапливаемых помещениях к факторам, определяющим коррозионную мощь, относятся только относительная влажность и загрязненность воздуха. Исходя из параметров герметизации и теплоизоляции ограждающих конструкций относительная влажность воздуха и температура в помещениях изменяются либо вместе с изменением влажности в оголённой атмосфере, либо с некоторым запаздыванием и сглаживанием амплитуды.
При оценке величины коррозии металлов в различных районах протяженность воздействия на металлы вышеперечисленного желательно определять по статистике, фиксируемой на метеостанциях. Метеостанции относительно равномерно расположены на земной поверхности, поэтому возможно обращаться за данными, которые дают возможность оценить коррозионность металлов в любой точке Земли, не вкладываясь в самостоятельные исследования коррозионности металлов в естественных условиях.
Предназначение защитной гильзы для термометров сопротивления – обеспечение сохранности чувствительного элемента в измеряемой потоке при экстремальных условиях.
Устройство защитных гильз для термопреобразователей сопротивления
Защитные гильзы выполнены в форме металлических раструбов, запаянных на одном оконечнике, встраиваемых в сосуд технологического процесса или трубопровод и становятся герметичной неотъемлемой частью трубопровода или сосуда технологического процесса. Они допускают безболезненно «на горячую» изымать первичный преобразователь из агрегата для осуществления калибрования или замены аналогичным устройством, не требуя при этом остановки техпроцесса и опорожнения объекта встраивания.
В присоединительной головке осуществляется электрическая коммутация измерительного наконечника, оснащенным керамическим цоколем или температурным датчиком. Поворачивающаяся резьба в соединении гильзы и присоединительной головки вращается в необходимом направлении, однако, при надобности присоединительная головка вывинчивается совместно с измерительным наконечником.
Это позволяет откалибровывать термопреобразователь совокупно со всем контуром, т. е. без обесточивания контура прямо на месте. При этом герметичность не нарушается.
Стоимость защитных гильз определяется производителем и материалами производства гз, а также защитным противоэрозивным покрытием.
Классификация защитных гильз определяется коммутационными особенностями:
- Вварные
- Ввинчивающиеся
По конструкции гильзы бывают составными, фланцевыми и цельнометаллическими. Доступна также строго вварная конфигурация, называемая «бобышками». В паспорте и при маркировании защитной гильзы указываются её номенклатурное обозначение, дата изготовления и заводской номер.
| Условное обозначение | L,мм | Масса, кг |
|---|---|---|
| НПК-014.03.00 -01 | 120 | 0,115 |
| -02 | 160 | 0,135 |
| -03 | 200 | 0,160 |
| -04 | 250 | 0,210 |
| -05 | 320 | 0,270 |
| -06 | 400 | 0,320 |
| -07 | 500 | 0,410 |
Отжиг гильз

Машинка индукционная для отжига AMP Annealing MARK II Машина для отжига гильз AMP ANNEALING Mark II это самая последняя разработка от известной компании ANNEALING MADE PERFECT, самый простой и качественный прибор из существующих. Это автоматический индукционный отжиг — это процесс размягчения шеек гильз при нагревании. В отличии от отжига газовыми гарелками выдает идентичную температуру отжига и не зависит от качества газа и подачи. Это достигается путем помещения гильз в сверхсильное электро-магнитное (индукционное) поле.Все настройки программы устанавливаются лабораторными испытаниями на твердость по Виккерсу. Точный отжиг обеспечивает возврат гильз к первичной твердости. Не надо покупать температурные пасты, чтобы работать с гильзой, просто выберите программу и начните отжиг. Пилоты продаются отдельно, подходит для патронов от 17 Hornet до 460 Weatherby. Annealing Made Perfect annealer имеет предустановленные программы для каждой гильзы и предназначен для отжига только ЛАТУННЫХ ГИЛЬЗ. Также допускаются никелированные латунные гильзы. Пилоты продаются отдельно.