RU2318126C1 — Способ изготовления поршня двигателя внутреннего сгорания — Google Patents
Publication number RU2318126C1 RU2318126C1 RU2006119271/06A RU2006119271A RU2318126C1 RU 2318126 C1 RU2318126 C1 RU 2318126C1 RU 2006119271/06 A RU2006119271/06 A RU 2006119271/06A RU 2006119271 A RU2006119271 A RU 2006119271A RU 2318126 C1 RU2318126 C1 RU 2318126C1 Authority RU Russia Prior art keywords melt mould piston castings mold Prior art date 2006-06-01 Application number RU2006119271/06A Other languages English ( en ) Inventor Юрий Апполинарьевич Караник (RU) Юрий Апполинарьевич Караник Original Assignee Юрий Апполинарьевич Караник Priority date (The priority date is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the date listed.) 2006-06-01 Filing date 2006-06-01 Publication date 2008-02-27 2006-06-01 Application filed by Юрий Апполинарьевич Караник filed Critical Юрий Апполинарьевич Караник 2006-06-01 Priority to RU2006119271/06A priority Critical patent/RU2318126C1/ru 2008-02-27 Application granted granted Critical 2008-02-27 Publication of RU2318126C1 publication Critical patent/RU2318126C1/ru
Links
Images


Abstract
Изобретение относится к области двигателестроения и может быть использовано при изготовлении поршней ДВС из сплава на основе железа весом, эквивалентным весу поршня, выполненного из сплава на основе алюминия. Способ изготовления поршня включает приготовление расплава металла, подготовку литейной формы для заливки, заполнение формы расплавом, выдержку расплава металла в форме для затвердевания отливок, удаление готовых отливок из формы, проведение финишных операций, подготовку формы производят путем изготовления многоместного, многозвенного блока разовых моделей поршня с последующим заформовыванием его огнеупорным зернистым материалом, преимущественно холодно-твердеющими смесями, заполнение формы расплавом производят в жидко-твердом состоянии под механическим давлением со скоростью движения расплава в литниковом ходе 1-10 м/с, а выдержку расплава в форме для затвердевания отливок производят под давлением сжатого газа. В начальный момент поступления расплава в форму и до окончания затвердевания отливок в форме создают газовое давление в пределах 4-6 атм. Использование изобретения позволяет снизить затраты на материалы и себестоимость изготовления поршня. 1 з.п. ф-лы, 3 ил.
Description
Изобретение относится к области машиностроения и может быть использовано при изготовлении поршней двигателя внутреннего сгорания из сплава на основе железа.
Известен способ изготовления поршней из алюминиевых сплавов на автоматической линии (Г.А.Бобров «Автоматическая линия для отливки поршней». «Литье в металлические формы, Труды конференции» под ред. д.т.н. Н.Н.Рубцова, «Машгиз», М., 1952 г., стр.42).
Алюминиевые поршни имеют низкую стойкость, имеют ограничения использования по температурным параметрам, имеют высокую стоимость.
Известны поршни, выполненные из сплава на основе железа, весом, эквивалентным весу поршня, выполненного из сплава на основе алюминия. Эти поршни лишены вышеперечисленных недостатков, присущих алюминиевым поршням.
Однако получение поршней из сплавов на основе железа весом, эквивалентным весу поршня из алюминиевого сплава, проблематично, т.к. возникают трудности изготовления тонкостенных отливок. Поэтому стенки литых поршней на основе железа утолщают путем введения припусков, снаружи, с последующим их удалением при механической обработке. Например, боковую стенку поршней увеличивают до 12 мм при размере толщины стенки готового поршня 1,5-3 мм; технология изготовления включает приготовление расплава, заполнение формы расплавом, выдержку расплава в форме для затвердевания отливок, удаление готовых отливок и проведение финишных операций (ВНИ ТОЛ «Литье в металлические формы». Труды конференции, «Машгиз», М., 1952, стр.204). Известный способ литья поршней в кокиль невозможно применить из-за непроливаемости при гравитационной заливке тонких стенок, образования трещин и высоких требований к литью по герметичности. При использовании форм по выплавляемым моделям можно получать отливки с толщиной стенки до 1 мм, однако это дорогой, трудоемкий процесс, и его использование нерационально для литья поршней.
К недостаткам известного способа изготовления тонкостенных поршней и сплавов на основе железа следует отнести низкое качество отливок из-за негерметичности при литье способом гравитационного литья с кристаллизацией под атмосферным давлением. Необходимость введения больших припусков на механическую обработку удорожает литье. Низкий коэффициент использования материала (КИМ) получаемых отливок связан с большим объемом механической обработки и удорожанием изделий.
Целью настоящего изобретения является устранение отмеченных недостатков, а именно:
— улучшение качества поршней за счет повышения герметичности,
— снижение расхода на материалы,
— снижение себестоимости.
Поставленная цель достигается тем, что в способе изготовления поршня двигателя внутреннего сгорания из сплава на основе железа весом, эквивалентным весу поршня, выполненного из сплава на основе алюминия, включающем приготовление расплава, заполнение формы расплавом, выдержку расплава в форме для затвердевания отливок, удаление готовых отливок и проведение финишных операций, подготовку формы производят путем изготовления многоместного многозвенного блока разовых моделей поршня с последующим заформовыванием его огнеупорным зернистым материалом, преимущественно холодно-твердеющими смесями, заполнение формы расплавом производят в жидко-твердом состоянии под механическим давлением со скоростью движения в литниковом ходе 1-10 м/с, а выдержку расплава в форме для затвердевания производят под давлением сжатого газа. При этом используют давление преимущественно в пределах 4-6 атм.
Заполнение формы расплавом в жидко-твердом состоянии обеспечивает:
— удаление газов из перегретого расплава при его охлаждении в интервале температур Тлик-Тсол,
— получение химической однородности металла отливки с мелким первичным зерном,
— повышение скорости заливки (ламинарный режим в жидко-твердом расплаве сохраняется до скоростей порядка 10 м/с) обеспечивает рост производительности.
Затвердевание отливки под газовым давлением предотвращает выделение газов из металла при кристаллизации, устраняет микропористость за счет микропластической деформации. Нижний предел газового давления 4 атм, принят исходя из практических результатов, а верхний предел 6 атм — из условий достаточности и техники безопасности.
В результате проведения этих приемов отливка поршня получается беспористой, химически однородной, с мелким первичным зерном (структура металла аналогична кованому).
Указанные приемы литья позволяют получить герметичные отливки без трещин, а благодаря давлению при литье проливаются толщины стенок в 1 мм и менее.
На фиг.1 изображен поршень из высокопрочного чугуна с шаровидным графитом, на фиг.2 — звено разовых моделей поршней из легкоплавкого сплава, на фиг.3 — рабочая схема получения поршней.
Поршень 1 имеет цапфы 2, канавки 3 под поршневые кольца, стенку 4 в головной части, отверстия 5 и утолщение 6. Звено моделей поршней (фиг.2) состоит из моделей поршней 7, соединенных через питатели 8 с литником 9, снабженным соединительными частями 10.
Нижняя неподвижная плита 11 (фиг.3) связана колонками (на чертеже не показано) с верхней плитой 12, к которой присоединен контейнер 13 через герметизирующее уплотнение 14 с расположенной в нем литейной формой 15.
На подвижной плите 16, связанной силовым гидроприводом (на чертеже не показано), установлена камера выжимания 17, облицованная слоем 18 кварцевого песка, в которую залит расплав металла 19. На камеру выжимания 17 установлен пуансон 20 с облицовкой 21, имеющий литниковый ход 22, перекрытый пенокерамическим фильтром 23. В контейнере выполнена кольцевая канавка 24 для герметизации его при заливке.
Работа предлагаемых поршней не отличается от известных, за исключением устранения износа «юбки» и разбивания поршневых канавок 3 под поршневые кольца, что обеспечивается в несколько раз более высокой прочностью чугуна с шаровидным графитом, в 2 раза более высокой твердостью и рабочей температурой.
Пример осуществления способа
Поршни из высокопрочного чугуна с шаровидным графитом ВЧ60 — 2, имеющим химсостав, %: С 3,2-3,6, Si 2,4-2,6, Mn 0,4-0,7, Р до 0,1, S до 0,02, получают следующим образом.
Звенья моделей 7 поршней из легкоплавкого сплава Sn-Pb-Bi (температура плавления 127°С), по 6 моделей в одном звене, изготавливают на кокильных карусельных автоматах, используемых при литье алюминиевых поршней, с производительностью 6 звеньев в минуту (2160 моделей в час). Модели собирают в блоки по 5 звеньев (30 моделей в блоке).
Готовый блок устанавливают в контейнер 13 и заформовывают холодно-твердеющими смесями. После затвердевания смеси контейнеры продувают горячим воздухом, нагретым до 200°С, и выплавляют модели.
Контейнеры 13 с подготовленными формами 15 в составе поточной линии производительностью 60 заливок в час (1800 отливок в час) подаются для заполнения расплавом.
Выплавленный в индукционной печи модифицированный чугун заливают в камеру выжимания 17 при температуре 1400°С и производят выдержку для отвода теплоты перегрева, в результате которой растворенные газы (больший объем) выходят из расплава. Для ускорения процесса отвода тепла расплав продувают азотом.
При достижении температуры ликвидус происходит выделение твердой фазы и при температуре 1250°С расплав 19 вытесняют в литейную форму 15 пуансоном 20 при перемещении камеры выжимания 17 вверх. Расплав 19 вытесняют через фильтр 22, литниковый ход 23 и литник 9 со скоростью 3 м/с.Одновременно в контейнер 13 через газопровод 25 подают сжатый воздух под давлением 5 атм (первые порции расплава, попадая в канавку 24, герметизируют контейнер).
Т.к. расплав поступает в форму 15 под газовым противодавлением, выделение оставшихся газов из расплава подавляется, устраняется усадочная микропористость, в т.ч. за счет микропластической деформации. За счет наличия в расплаве центров кристаллизации затвердевание отливки происходит объемно. Механическое давление при литье обеспечивает проливание тонких стенок, а кристаллизация под газовым давлением позволяет улучшить качество металла отливки и повысить механические свойства. Полученные отливки имеют σв≥700 МПа, δ≥2,5%, НВ=190-270.
Если отливки выбивают из форм на воздух при охлаждении их до температуры 900°С, то происходит нормализация, а механические свойства поршней возрастают до σв≥750 МПа, δ≥6%. Относительная прочность полученных поршней по сравнению с относительной прочностью поршней из алюминиевых сплавов (с учетом удельного веса металла) выше на 28 -38%. За счет литья в интервале кристаллизации измельчается зерно, улучшается химическая однородность материала, а при кристаллизации металла отливки под давлением 4-6 атм устраняется микропористость и повышается герметичность отливок. Расход на материалы поршня сокращается не менее чем в 2 раза. Уменьшается объем механической обработки.
Полученный, согласно предлагаемому способу, поршень имеет более высокий рабочий ресурс, повышенную надежность.
Использование изобретения позволяет снизить расход материала на поршни за счет уменьшения припусков на мех. обработку, повысить коэффициент использования материала (КИМ), снизить себестоимость поршня.
Claims ( 2 )
1. Способ изготовления поршня двигателя внутреннего сгорания из сплава на основе железа, весом эквивалентным весу поршня, выполненного из сплава на основе алюминия, включающий приготовление расплава, заполнение формы расплавом, выдержку расплава в форме для затвердевания отливок, удаление готовых отливок и проведение финишных операций, отличающийся тем, что подготовку формы производят путем изготовления многоместного многозвенного блока разовых моделей поршня с последующим заформовыванием его огнеупорным зернистым материалом, преимущественно холодно-твердеющими смесями, заполнение формы расплавом производят в жидко-твердом состоянии под механическим давлением со скоростью движения расплава в литниковом ходе 1-10 м/с, а выдержку расплава в форме для затвердевания производят под давлением сжатого газа.
2. Способ по п.1, отличающийся тем, что в начальный момент поступления расплава в форму и до окончания затвердевания отливок в форме создают газовое давление в пределах 4-6 атм.
RU2006119271/06A 2006-06-01 2006-06-01 Способ изготовления поршня двигателя внутреннего сгорания RU2318126C1 ( ru )
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2006119271/06A RU2318126C1 ( ru ) | 2006-06-01 | 2006-06-01 | Способ изготовления поршня двигателя внутреннего сгорания |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2006119271/06A RU2318126C1 ( ru ) | 2006-06-01 | 2006-06-01 | Способ изготовления поршня двигателя внутреннего сгорания |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2318126C1 true RU2318126C1 ( ru ) | 2008-02-27 |
Family
ID=39279003
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2006119271/06A RU2318126C1 ( ru ) | 2006-06-01 | 2006-06-01 | Способ изготовления поршня двигателя внутреннего сгорания |
Country Status (1)
| Country | Link |
|---|---|
| RU ( 1 ) | RU2318126C1 ( ru ) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2532652C2 ( ru ) * | 2009-04-27 | 2014-11-10 | Федерал-Могул Нюрнберг Гмбх | Способ и устройство для изготовления поршня для двигателя внутреннего сгорания, а также поршень для двигателя внутреннего сгорания |
- 2006
- 2006-06-01 RU RU2006119271/06A patent/RU2318126C1/ru active
Non-Patent Citations (2)
* Cited by examiner, † Cited by third party
Title ГЕРМАНОВ А.Н. Поршни современных мощных зарубежных тепловодных дизелей. НИИИНФОРМТЯЖМАШ, 1965, с.27-28. ОРЛИН А.С. Двигатели внутреннего сгорания Конструкция и расчет поршневых и комбинированных двигателей, издание второе. — М. : Машиностроение, 1972, с.217-219. * РУБЦОВ Н.Н. Литье в металлические формы. Труды конференции. — М. : осква, Машгиз, 1952, с.42-50. * Cited By (2)
* Cited by examiner, † Cited by third party
Publication number Priority date Publication date Assignee Title RU2532652C2 ( ru ) * 2009-04-27 2014-11-10 Федерал-Могул Нюрнберг Гмбх Способ и устройство для изготовления поршня для двигателя внутреннего сгорания, а также поршень для двигателя внутреннего сгорания US8898898B2 ( en ) 2009-04-27 2014-12-02 Federal-Mogul Nurnberg Gmbh Method and device for producing a piston fro an internal combustion engine and piston for internal combustion engine Similar Documents
Publication Publication Date Title US3703922A ( en ) 1972-11-28 Process for the manufacture of nodular cast iron CN102814465B ( zh ) 2015-01-28 一种球墨铸铁铸型及采用该铸型的无冒口铸造方法 US20070199676A1 ( en ) 2007-08-30 Composite mold with fugitive metal backup US7578336B2 ( en ) 2009-08-25 Casting mold and method for casting achieving in-mold modification of a casting metal CN102784902B ( zh ) 2014-09-10 金属型调压铸造设备 CN106238688B ( zh ) 2018-07-03 一种活塞类铸件的铸造方法 US7134478B2 ( en ) 2006-11-14 Method of die casting spheroidal graphite cast iron RU2318126C1 ( ru ) 2008-02-27 Способ изготовления поршня двигателя внутреннего сгорания RU2314895C1 ( ru ) 2008-01-20 Устройство литья выжиманием с кристаллизацией под давлением (лвкд) WO2013172375A1 ( ja ) 2013-11-21 鋳造における冷却方法及びその冷却システム CN107891122A ( zh ) 2018-04-10 一种铝合金精密铸造凝固缺陷控制方法 CN104148584A ( zh ) 2014-11-19 一种金属型铸造方法 US20050126737A1 ( en ) 2005-06-16 Process for casting a semi-solid metal alloy CN109396357B ( zh ) 2020-07-03 一种解决铸件螺栓缩松缺陷的方法 RU2418651C2 ( ru ) 2011-05-20 Устройство для получения отливки поршня RU2335377C1 ( ru ) 2008-10-10 Способ изготовления точных отливок в керамических формах с кристаллизацией под давлением JPH0647149B2 ( ja ) 1994-06-22 鋳型およびその鋳型を用いた減圧鋳造方法 Ohide 1997 Production of iron castings with altered graphite morphology by a modified Inmold process Dotsenko 2015 Influence of heterogeneous crystallization conditions of aluminum alloy on its plastic properties CN105081276A ( zh ) 2015-11-25 低压铸造装置和用于运行低压铸造装置的方法 CN104874745B ( zh ) 2018-06-22 一种发动机主轴承盖的铸造工艺 Vignesh 2017 A review of advanced casting techniques RU51919U1 ( ru ) 2006-03-10 Устройство для получения отливок RU2513672C2 ( ru ) 2014-04-20 Устройство для изготовления моделей поршня RU2323802C1 ( ru ) 2008-05-10 Способ изготовления отливок Технология изготовления поршней СТК
На сегодняшний день поршни производства СТК (ООО «Самара Трейдинг Компани») являются самыми прогрессивными, позволяют не только повысить продуктивность двигателя автомобиля, но и наладить его работу, избежать рисков серьёзных поломок и самое главное – превратить своё авто в комфортное средство передвижения, которым оно изначально и задумывалось.
Причина такого успеха продукции СТК на рынке автозапчастей в том, что поршни СТК представляют собой высококачественную продукцию за счёт изобретения и внедрения принципиально новых технологических способов обработки. Благодаря уникальному способу производства стоимость продукции удаётся удерживать ниже, чем у других производителей, а качество СТК – значительно выше.
На сегодняшний день поршни СТК являются не только лучшими поршнями, но и лучшим «лекарством» поршневых групп. Автомобили, в которых двигатель сильно устал и происходят постоянные замены маслосъемных колпачков, буквально «оживают», масло перестаёт бежать из картера, компрессия удерживается в пределах нормы.
Зачем делают проточки на безвтыковых поршнях СТК
Конструкция классического двигателя внутреннего сгорания предусматривает открытие и закрытие клапанов в нужный момент времени, когда необходимо либо впустить смесь для взрыва в двигателе, либо выпустить уже сгоревшую из камеры. Это подразумевает точную и синхронную работу поршня и клапанов. Данная синхронность обеспечивается за счет жёсткой связи через ремень ГРМ или цепь ГРМ.
Если же такая связь нарушается, как правило это обрыв ремня или цепи, то происходит серьезное нарушение в работе мотора — клапана и поршни начинают работать независимо, что вполне может повлечь их соприкосновение в верхней мёртвой точке. И тут, если не были предусмотрены проточки, то всё заканчивается очень плачевно. Поломанные и погнутые клапана, пробитые поршни и другие повреждения, связанные с подобным ударом. Иногда приходится даже менять весь двигатель, так как удар поршней о клапана на высоких оборотах и при высокой температуре может привезти к клину шатуна, изгибам коленвала и нарушению герметичности картера.
Из этого можно сделать вывод о том, что проточки на безвтыковых поршнях нужны дабы избежать внутренних повреждений в ДВС.
Поршни СТК с глубокими просечками под клапана (их ещё называют безвтыковыми) не повредят клапана и сами себя, если вдруг порвётся ремень или цепь ГРМ.
Поршни СТК наиболее сложные в технологическом плане и как следствие в изготовлении. Они могли бы иметь большую массу, за счёт толщины стенки, где выполняются проточки, но технология специальных сплавов, которую разработали наши инженеры, позволяет снизить вес поршня.
Только автовладельцу самому решать — что в итоге выбрать при капитальном ремонте авто: самые обычные поршни неизвестного или сомнительного производителя или все-таки безвытковые поршни СТК.
Осталось лишь сказать, что эксплуатируя машину даже со штатными поршнями можно вполне успешно ездить и не переживать, если быть уверенным в том, что нет обстоятельств ведущих к обрыву ремня или цепи. А вот безвытковые поршни, это гарантия вашего спокойствия даже в случае форс-мажорных обстоятельств, которые порой бывают так не вовремя.
Поршни СТК позволяют полностью сохранить и преумножить не только базовую мощность, но и разгонные характеристики автомобиля. Наши поршни обладают рядом преимуществ, которые будут полезны для вашего авто: несимметричный профиль боковой поверхности, усилители в нагруженных сечениях. Поршни СТК обладают малым весом, что не снижает КПД двигателя. На юбке поршня марки СТК нанесено антифрикционного покрытия «Molykote». Это позволяет поршням с наименьшими затратами на трение совершать возвратно поступательные движения в цилиндре. Таким образом топливо расходуется более экономично.
Технология и качество
Инженеры и ведущие специалисты компании ООО «Самара Трейдинг Компани» каждый день работают над анализом и повышением качества продукции. Наша цель не изменилась за десятки лет усердной работы – создать идеальные поршневые группы.
Именно на пути к такой амбициозной цели рождаются серьёзные технологии и появляются инновационные решения. Именно поэтому поршни СТК так успешно закупаются автовладельцами не только России, но и ближнего и дальнего зарубежья. Изобретения СТК многократно получали международные патенты. Вся продукция сертифицирована и испытана сотни и тысячи раз.
В вопросах поршневого литья и создания конечного продукта мы не подходили шаблонно. Готовые решения и чужие линейки производства гарантировано повторили бы и чужие ошибки. Поршневое литье у нас производится на полуавтоматических машинах, созданных по нашей собственной, оригинальной технологии СТК.
Технологии СТК обеспечивают высочайшую точности формы отлива, благодаря чему качество поршней безупречно. Это в свою очередь позволяет добиться наилучшего качества готовой продукции. ООО «Самара Трейдинг Компани» включает в себя специализированную лабораторию литейного производства. В этой лаборатории проводится контроль химического состава сплавов, спектральный анализ материалов, проводятся испытания на прочность, структурность, целостность, температурное расширение и т.д.
Нашими специалистами создана и запатентована специальная технология механической обработки изделий. Аналогов такой процедуры нет ни у европейских, ни у китайских коллег.
Поршни изготавливаются из алюминиевого сплава АК9М2, АК12ММГH, АК18 и АК21М2, это позволяет сохранять рабочие качества при перегревах и значительных нагрузках. Все поверхности поршня обрабатываются алмазными резцами с режущими пластинами.
Вне всяческих сомнений, поршни СТК — это лучший безвтыковый вариант по цене и качеству, представленный на Российском рынке.
Отдельное внимание следует уделить поршням для самых популярных отечественных автомобилей. Например, безвтыковые поршни на Ладу Приору от ведущего производителя СТК. Данные поршни устанавливаются взамен стандартных поршней, вместе со стандартными шатунами и коленвалом (параметры поршней, полностью аналогичны штатным). Имеют графитовое антифрикционное покрытие. Использование данных поршней предотвращает их соприкосновение с клапанами (загиб клапанов) при обрыве ремня ГРМ или аналогичных неисправностях.
Безвтыковые поршни СТК применяются на всех автомобилях ВАЗ оборудованных 16 клапанным мотором 21126:
- 2170, 2171, 2172 Приора
- 2190, 2191 Гранта
- 2192, 2194 Калина 2
Предприятие Самара Трейдинг Компани производит поршни для различных автомобилей:
- ВАЗ (модели 2101, 21011, 2105, 2108, 21083, 21213, 2110, 2112, 21124, «Приора-ЭКСПОРТ», «Калина-ЭКСПОРТ», «Гранта-ЭКСПОРТ», 21179, 21126 «Приора», 11194 «Калина», 21116 «Гранта»);
- ОКА 1111;
- ГАЗ (модели 405 Евро 2, 405 Евро 3, 409 Евро 2, 409 Евро 3, 402, 410);
- ПАЗ 523;
- УАЗ 274;
- ЗИЛ (модели 130, 375);
- Lada Largus;
- Снегоход Буран;
- Volkswagen (1,6 и 1,8);
- Opel (1,3 и 1,6);
- FORD;
- поршни для спортивного тюнинга ВАЗ 2112 «SPORT LINE» и ВАЗ 21083 «SPORT LIGHT».
Если отметить также те марки и модели машин, поршни которых совместимы с приведенным выше списком, то список автомобилей, поршневые системы которых обслуживает СТК можно расширить в 4-5 раз.
Преимущества поршней СТК
В отличие от других аналогов, в том числе китайского авторизированного производства, поршни СТК являются полностью идеальными, сбалансированными. Для отечественных автомобилей производителя более надёжного пока что не существует. Многие механики также утверждают, что СТК создаёт удивительно надёжные поршни и для немецких машин – во многих случаях пробег на поршнях СТК был даже выше нежели выносливость оригинальных западных.
Предприятие активно внедряет новейшие системы, позволяющие производить технологическую обработку нового уровня. За счет этого стоимость изделий всегда стабильна и конкурентно-способна. Удивительно то, что многие производители устанавливают более высокие цены, однако качество их поршней значительно ниже, нежели у продукции СТК.
Вся продукция компании СТК владеет международными патентами, сертификатами и лицензиями. Предприятие активно сотрудничает с лучшими поставщиками автозапчастей РФ и СНГ.
Нашими партнерами являются Бежецкий компрессорный завод (БЗА), «Русские Машины», Группа Компаний ГАЗ, (шесть последних лет СТК выигрывает тендеры по поршневым комплектам), Лада-Имидж (Лада Деталь) вся Вазовская линейка, а также поршни на двигатель Рено, Сеть магазинов Авто 49.
Из чего делают поршни для двигателя. Что такое поршень и из чего состоит поршневая группа двигателя
В конструкции поршня принято выделять следующие элементы:
головку 1 и юбку 2. Головка включает днище З, огневой (жаровой) 4 и
уплотняющий 5 пояса. Юбка поршня состоит из бобышек б и направляющей части.
Сложная конфигурация поршня, быстро меняющиеся по величине и направлению тепловые потоки, воздействующие на его элементы, приводят к неравномерному распределению температур по его объему и, как следствие, к значительным переменным по времени локальным термическим напряжениям и деформациям
Теплота, подводимая к поршню через его головку, контактирующую с рабочем телом в цилиндре двигателя, отводится в систему охлаждения через отдельные его элементы в следующем соотношении, %: в охлаждаемую стенку цилиндра через компрессионные кольца — 60. 70, через юбку поршня — 20. 30, в систему смазки через внутреннюю поверхность днища поршня — 5. 10. Поршень также воспринимает часть теплоты, выделяющейся в результате трения цилиндра и поршневой группы.
Основные элементы конструкции поршня
Канавка под первое компрессионное кольцо
Канавка под второе компрессионное кольцо
Выборка для слива масла
Бобышка под пальцевое отверстие
Канавка для стопорного кольца
Отверстие под палец
Поршень — одна из важнейших деталей двигателя внутреннего сгорания. Он передает энергию сгорания топлива через палец и шатун коленчатому валу. Он вместе с кольцами уплотняет цилиндр от попадания продуктов сгорания в картер. Во время работы на поршень действуют высокие механические и тепловые нагрузки.
Максимальное давление в цилиндре, возникающее при сгорании топливно-воздушной смеси, может достигать 65-80 бар в бензиновом двигателе и 80-160 бар в дизеле. Это эквивалентно силе в несколько тонн, действующей на поршень двигателя легкового автомобиля и в десятки тонн — на поршень тяжелого дизеля.
Во время работы поршень совершает возвратно-поступательное движение, периодически ускоряясь до скорости более 100 км/час, а затем замедляясь до нуля. Такой цикл происходит с удвоенной частотой вращения коленвала, т.е. при 6000 об/мин цикл ускорение-замедление происходит с частотой 200 Гц.
Максимальная величина ускорений, приходящаяся на верхнюю и нижнюю мертвые точки, может достигать 15000-20000 м/с 2 , что соответствует перегрузке 1500-2000g. Космонавт при выводе ракеты в космос кратковременно испытывает перегрузки в 150 раз меньше. От действия ускорений возникают инерционные силы по величине соизмеримые с теми, что действуют от давления при сгорании.
Сгорание топливовоздушной смеси происходит при температуре 1800-2600°С. Эта температура значительно превышает температуру плавления поршневого сплава на основе алюминия (~700°С). Чтобы не расплавиться, поршень должен эффективно охлаждаться, передавая тепло от камеры сгорания через кольца, юбку, стенки цилиндра, палец и внутреннюю поверхность охлаждающей жидкости и маслу. При нагревании поршня происходит снижение предела прочности материала, возникают термонапряжения от перепадов температуры по его телу, которые накладываются на напряжения от сил давления газов и инерционных сил. Таким образом, условия работы поршня можно определить как очень сложные.
Чтобы поршень противостоял этим воздействиям, он должен быть легким, прочным, износостойким, хорошо проводить тепло. Все перечисленные условия должны быть учтены при проектировании. Форма внутренних поверхностей и конструктивных элементов поршня должна обеспечивать заданную прочность и работоспособность за счет рационального распределения и использования материала.
Особое внимание уделено форме наружной поверхности. Внешний профиль боковой поверхности поршня формируется с учетом деформаций от механических нагружений (давления газов и инерционных сил) и теплового воздействия от сгорания топливовоздушной смеси таким образом, чтобы ни при каких условиях не произошло заклинивание в цилиндре, прорыв горячих газов в картер, прогорание камеры сгорания.
Температура поршня в зоне камеры сгорания (на днище) выше, чем на юбке, температурное расширение головки больше чем юбки, поэтому поршень в холодном состоянии – бочкообразный, с уменьшением диаметра от юбки к головке.
Сила давления газов, силы инерции и боковая сила деформируют поршень так, что юбка овализируется. Для компенсации этой деформации поршень изначально выполняется с «противоэллипсом», большая ось которого расположена в перпендикулярно оси пальцевого отверстия.
Зазоры между поршнем и цилиндром должны быть сведены к минимуму для предотвращения шума, особенно в холодном двигателе. Но они должны быть достаточными для предотвращения заклинивания при работе прогретого двигателя.
Бочкообразная и овальная форма внешней поверхности кроме компенсации соответствующих деформаций от силового и теплового воздействия обеспечивает образование масляной пленки между поршнем и цилиндром (гидродинамическая смазка)
Конструктивные особенности поршня
Подробности, связанные с конструктивными элементами поршней, позволят глубже понять сложность задач, стоящих перед производителями.
Головка поршня — это его верхняя часть, которая включает днище и зону канавок под поршневые кольца. Вместе с головкой цилиндра днище поршня образует камеру сгорания. Камера сгорания может быть выполнена и в головке. На днище действуют давление газов и тепло от сгорания топлива. Головка поршня должна:
Обеспечивать хорошее смесеобразование и полноту сгорания топлива;
Сохранять прочность при высокой температуре;
Обеспечивать отвод тепла от днища;
Передавать усилие на поршневой палец и шатун через бобышки;
Обеспечивать заданный ресурс по износу канавок под поршневые кольца.
В дизельных двигателях с непосредственным впрыском камера сгорания, как правило, выполняется в поршне и оказывает большое влияние на процессы смесеобразования и горения.
В дизельных двигателях с предкамерным впрыскиванием и бензиновых двигателях днище поршня плоское или имеет небольшие выборки.
Головка алюминиевых поршней может быть анодирована (нанесено защитное окисное покрытие). В дизельных двигателях камера сгорания может быть упрочнена путем армирования металлокерамическим волокном в процессе литья под давлением.
Канавки под поршневые кольца располагаются на боковой поверхности головки поршня. Обычно их три: две под компрессионные и одна под маслосъемное кольца. Поршневые кольца образуют уплотнение между поршнем и стенкой цилиндра, не допуская прорыва горячих газов в картер и масла в камеру сгорания.
Перемычки между канавками (особенно между первой и второй для компрессионных колец) подвергаются высоким механическим и тепловым нагрузкам — 50-60% тепла отводится в цилиндр через компрессионные кольца.
Неравномерный нагрев и тепловое расширение головки может привести к нарушению формы канавок. Это отрицательно влияет на расход масла и вызывает износ стенки цилиндра и самой канавки. Для устранения этого явления кольцевые канавки выполняются под небольшим углом так, чтобы наружные кромки были выше внутренних. Это препятствует появлению нежелательного наклона поперечного сечения канавки вниз на рабочих режимах.
К канавкам верхних компрессионных колец предъявляются особо жесткие требования, в особенности в дизельных двигателях с высокой степенью сжатия. Для упрочнения эти канавки часто армируются специальными вставками, изготовленными из нирезиста (легированный никелем чугун), или зона канавки упрочняется путем плазменного переплава с присадкой легирующих компонентов. Эти мероприятия повышают износостойкость и снижают шум в дизельном двигателе.
Имеются наиболее распространенные типы вставок с параллельными сторонами и вставки с конусообразными сторонами. Существуют нирезистовые вставки с одной канавкой или, в некоторых высокофорсированных дизельных двигателях, с двумя канавками под компрессионные кольца. Иногда к нижней торцевой поверхности канавки первого компрессионного кольца прикрепляется полоска из нержавеющей стали, выполняющая ту же функцию, что и нирезистовая вставка.
Через поршневой палец в процессе работы передаются значительные переменные усилия и тепловые потоки. Поэтому поверхности пальцевых отверстий в поршне должны быть обработаны с высокой точностью, при этом шероховатость поверхности может достигать 0,1 мкм. Для снижения напряжений на кромках бобышек и в пальце с внутренней стороны отверстий иногда выполняется конус с небольшим углом (менее 1 градуса).
Важным конструктивным приемом для снижения шума, возникающего при перекладке поршня вблизи верхней мертвой точки, является смещение пальцевого отверстия от оси поршня в направлении той стороны юбки поршня, которая воспринимает боковую силу при рабочем ходе. В этом случае на поршень обязательно наносится метка для правильной установки в двигатель.
Для улучшения работы поршней в двигателе их поверхность часто подвергается различным видам обработки, в частности, на нее наносятся покрытия. Эти покрытия выполняют две главные функции:
Улучшение приработки поршня. Обычно их наносят на юбку, и они изнашиваются через определенное время на этапе обкатки двигателя;
Улучшение механических свойств поверхности поршня (твердость, износостойкость). Некоторые покрытия остаются на поршне на все время эксплуатации, предотвращая эрозию, растрескивание и улучшая антифрикционные свойства.
Головка поршня дизельных двигателей иногда подвергается анодированию (покрывается окисью алюминия) для уменьшения температуры основного материала и опасности растрескивания головки, вызываемого высокими термическими нагрузками при работе.
2.Устройство и принцип работы ТНВД распределительного типа.
Такой насос применяется для 3, 4, 5 и 6 цилиндровых дизельных двигателей легковых автомобилей, тракторов и грузовых автомобилей мощностью до 20 кВт на цилиндр. Насосы распределительного типа для двигателей с непосредственным впрыском обеспечивают давление до 700 бар при частоте вращения до 2400 мин-1.
Топливоподкачивающий насос
Этот насос лопастного типа служит для подачи топлива из бака и вместе с нагнетательным регулирующим клапаном создает давление, которое возрастает прямо пропорционально частоте вращения коленчатого вала двигателя.Насос высокого давления
Насос распределительного типа включает только один плунжерновтулочный комплект для питания всех цилиндров.поршня . Именно поэтому система и называется.Трубопроводный транспорт и переработка продукции морских скважин
Унифицированные базы и конструктивные элементы поршневых компрессоров
Расчет параметров рабочего процесса и выбор элементов конструкции тепловозного дизеля
Двигатель любой современной машины характеризуется высокой сложностью конструкции и большим числом составных элементов. Несмотря на такую высокую сложность, основывается на базовых понятиях, которые актуальны для машины любого класса и года выпуска. В этой статье мы рассмотрим один из ключевых элементов — поршень двигателя внутреннего сгорания — и расскажем о том, для чего он нужен и из чего состоит.
Строение
Поршень 4-тактного двигателя имеет достаточно сложное строение и, таким образом, целиком устройство включает в себя несколько составных частей. Это позволяет придавать машине оптимальные технические характеристики, а также делать 4-тактный двигатель более устойчивым к нагрузкам, а значит, долговечным.
Основная часть, из которой состоит поршень четырехтактного ДВС, — это его днище. Днище по своему диаметру чуть меньше, чем диаметр цилиндра, что объясняется наличием компрессионных и маслосъемных колец. Днище поршня любого диаметра может иметь разную форму и описание. Так, оно может иметь вогнутую форму, а само углубление может обладать различной конфигурацией.
Основное назначение днища в устройстве поршня в конструкции — это взаимодействие с топливными парами, которые при сгорании толкают поршень и заставляют его быть в движении на протяжении всего периода работы. Форма днища в поршне 4-тактного мотора диктуется большим количеством факторов. Обычно это зависит от количества свечей, мощности, диаметра самого поршня и многих других нюансов.
Помимо днища, в поршне, сколько бы миллиметров он ни насчитывал в диаметре, обязательно присутствует уплотнительная часть, которая включает в себя такие устройства, как компрессионные и маслосъемные кольца. Компрессионные кольца вкладываются в специальные выточенные желобки, которые по своему диаметру чуть отличаются от диаметра головки поршня. Их задача — не позволять смешиваться отработанной и свежей смеси, а также сохранять давление во время горения топлива.
В чем же заключается назначение компрессионных колец? Компрессионные 4-тактного двигателя необходимы для того, чтобы эффективность работы мотора была максимальной, и вся энергия сгоревшего топлива была направлена на то, чтобы поршень перемещался. По этой причине к материалам, из которых изготавливаются такие кольца в четырехтактном двигателе, предъявляются серьезные и строгие требования.
Помимо компрессионных, поршень 4-тактного двигателя в обязательном порядке оборудуется такими конструкциями, как кольца маслосъемные, которые обладают чуть большим диаметром, чем сам поршень. Они необходимы для того, чтобы смазка, которая постоянно циркулирует в моторе для предотвращения трения и перегрева, оставалась на трущихся поверхностях в нужном количестве и не накапливалась в камере сгорания. Благодаря этому, удается избежать масляного нагара, а расход смазки резко сокращается.
Как это работает?
Ход поршня четырехтактного двигателя представляет собой цикл, в течение которого коленчатый вал двигателя совершает один полный оборот. За это время топливная смесь, которая поставляется карбюратором или инжектором, полностью сгорает и выводится в , где проходит через глушитель и рассеивается в окружающую среду.
Ход поршня характеризуется исключительно движением вверх и вниз. Такое положение дел касается и четырехтактных, и всех остальных разновидностей моторов. Как уже было сказано, поступательное движение обуславливается исключительно процессами горения, которые протекают при высокой температуре.
Когда ход поршня производится в вертикальном направлении, коленчатый вал, с которым он соединяется, совершает вращательное движение. По этой причине конструкторами и инженерами был введен кривошип, который позволяет приводить вал в движение и заставлять его вращать колеса все время, пока четырехтактный двигатель запущен.
Обычно кривошип связан с головкой поршня шарнирно: ход поршня достаточно свободен для того, чтобы кривошип смещался на острый угол относительно оси симметрии и был в движении беспрестанно. Шатун представляет собой небольшой металлический стержень, который на двух концах оборудован вставками под шарнир. С одной стороны шатун движется относительно поршня, который движется вверх и вниз.
С противоположного конца шатун подвижно закрепляется к коленчатому валу. Между шатуном и валом располагаются так называемые вкладыши, устройство которых позволяет переносить высокие температуры и не истираться даже при пиковых нагрузках. Когда настает пора ремонта, вкладыши меняются на новые, и таких циклов обслуживания до замены коленчатого вала может быть несколько.

Материал изготовления
Поршень 4-тактного двигателя, а вернее, материал, из которого он изготовлен, должен отвечать большому числу требований. К примеру, материал должен быть устойчивым к серьезным перегрузкам по температуре, ведь горение топлива вызывает сильнейший перегрев, к которому не готово большинство существующих материалов.
Кроме того, такие материалы должны обладать невысокой плотностью. Это нужно для максимального облегчения поршня с целью снижения нагрузки на детали и суммарного расхода топлива.
Какие же материалы отвечают подобным требованиям и широко применяются на четырехтактных двигателях внутреннего сгорания? Самым распространенным таким материалом является чугун. Будучи относительно недорогим, он отлично справляется со всеми своими задачами и выдерживает высокие температуры. Как показывает практика, ресурс такой детали достаточно высок, а надежность отвечает всем предъявляемым требованиям, поэтому поршень из чугуна можно найти на большинстве автомобилей.
Тем не менее прогресс не стоит на месте, и на смену чугуну пришел алюминий, а вернее, его специальная разновидность. Преимущество такого материала в том, что он ощутимо легче, однако по прочности ничуть не уступает привычному чугуну. По этой причине на спортивные машины в четырехтактные моторы ставят именно алюминиевые поршни. Такое решение позволило повысить мощность, увеличить ресурс и снизить расход топлива. Стоит отметить, что на обычные гражданские машины поршни из алюминия устанавливаются также нередко, что говорит об их очевидных преимуществах.

Резюме
Поршень двигателя — это важная деталь, без которой нормальная работа мотора оказалась бы невозможной. В связи с этим мировые автопроизводители стараются приблизить существующие решения к совершенству. Это позволяет добиться лучших характеристик при более высоком ресурсе, что говорит о том, что прогресс не стоит на месте.
Поршень — деталь поршневой группы двигателя, находящаяся внутри цилиндра. При помощи шатуна поршень соединен с коленчатым валом. Конструкция спроектирована таким образом, что поршень во время работы двигателя постоянно совершает возвратно-поступательное движение, преобразуя энергию расширяющихся при сгорании газов во вращение коленчатого вала.
Устройство поршня
Поршень состоит из трех частей, хотя и выполняется из единой заготовки: днища, уплотняющей части и юбки. К поршень присоединяется при помощи шатуна. Поршень надевается на шатун и , продетым сквозь деталь. Форма днища поршня двигателя внутреннего сгорания никогда не бывает плоской. В зависимости от конструкции днище может иметь сложную конфигурацию. Сверху над днищем могут быть расположены свечи, форсунки и клапаны.
Расстояние от днища поршня до первого компрессионного кольца называется огневым поясом поршня
Чаще всего в днище поршня можно видеть углубления, предназначенные для того, чтобы не соприкасались с поверхностью поршня. Углубления, как правило, имеют большую глубину с одного края, так как расположенные над ними клапаны установлены под углом. В целом, как правило, общую форму днища делают вогнутой. Это обусловлено тем, что поршень, поднимаясь вверх, является одновременно , а для оптимального распространения пламени вогнутое днище подходит как нельзя лучше. У этой формы есть и свои недостатки — в нижней части впадины быстрее отлагается нагар.

Расстояние от днища поршня до первого компрессионного кольца называется огневым поясом поршня. Поскольку поршень работает в условии экстремально высоких температур, огневой пояс имеет строго просчитанную высоту, которая зависит еще и от материала, из которого выполнен поршень. Снижение высоты ниже определенного предела может привести к преждевременному прогоранию поршня.
В прошлом поршень выполнялся из стали целиком, но в современных двигателях нередко применяются облегченные поршни из алюминиевых сплавов
Поршень — высокоточная деталь, так как одна из его задач — служить основой для компрессионных колец, уплотняющих камеру сгорания в момент сжатия. Со временем поршень изнашивается и обгорает, что приводит к снижению уплотнения — раскаленные газы начинают просачиваться между телом поршня и кольцом, и попадают в картер, а из картера в камеру сгорания просачивается масло.
Из этого следует, что может служить признаком износа поршней. Кроме того, об этом можно судить по появлению дыма в потоке выхлопных газов — дым образуется в результате сгорания попадающего в пространство над поршнем масла.

Сочетание днища и уплотняющей части (служащей основой для колец) называется головкой поршня. В прошлом поршень выполнялся из стали целиком, но в современных двигателях нередко применяются облегченные поршни из алюминиевых сплавов. Алюминий уступает стали в прочности, поэтому для создания основы для верхнего компрессионного кольца его снабжают ободком из обладающего высокими антикорозионными и прочностными свойствами чугуна. В чугунном ободке, вплавленном в тело поршня, нарезают канавку, в которое и вставляется . Этот вид чугуна называется нирезистом.
В нижней части головки расположены каналы для маслосъемных колец. Их нарезают на станке и снабжают сквозными отверстиями, через которое снятое с зеркала цилиндра масло по внутренней стенке поршня стекает в поддон картера блока цилиндров.

Юбка или направляющая часть поршня снабжена двумя приливами, или бобышками, в которых проделаны отверстия . Поскольку в месте расположения бобышек поршень имеет наибольшую толщину, в нем чаще всего возникают деформации под воздействием температуры. Для того, чтобы избежать риска деформации, часть метала с бобышек срезают на фрезеровочном станке. Служащие для охлаждения и повышающие интенсивность смазывания поршня углубления именуются на техническом сленге «холодильниками».
Материалы для производства поршней
К материалам, применяемым для изготовления поршней, предъявляются высокие требования. Прежде всего, материал должен обладать высокой механической прочностью при малой плотности и низком коэффициенте линейного расширения, высокой теплопроводностью и корозионной стойкостью, хорошими антифрикционными свойствами. Исходяиз этого, поршни делают либо из серого чугуна, либо из алюминиевого сплава, нередко с вкраплением чугуна.
Чугунные поршни отличаются прочностью и износостойкостью, работают с малыми зазорами. Недостаток чугуна — большой вес. Поэтому чугунные поршни применяются, как правило, . У чугуна низкая теплопроводность, поэтому сильно нагревается днище. Это недостаток, так как высокая температура внутри камеры сгорания до зажигания может приводить к некорректному сгоранию топлива, которое называется калильным зажиганием. Особенно остро эта проблема стояла в прежние годы, когда преобладающим устройством впрыска был карбюратор.
Гораздо чаще в современных двигателях применяются поршни из алюминиевого сплава. В числе их достоинств малый вес, высокая теплопроводность (благодаря чему температура днища редко поднимается выше 250 °C). Именно благодаря этому фактору инженерам удалось в свое время найти способ существенно поднять степень сжатия в бензиновых двигателях. Основной недостаток алюминия — большой коэффициент линейного расширения, что заставляет делать большие зазоры, снижая способность поршня к уплотнению. Кроме того, механическая прочность алюминия при нагреве резко (до 50%) падает, чего с чугуном не происходит. Тем не менее, недостатки не оказались фатальными, так как инженерам удалось придумать способы нивелировать отрицательные свойства материала. Например, чтобы уменьшить потери при сжатии, юбке поршня придают овально-конусную форму. Чтобы не допусать деформации от перегрева, юбку изолируют от головки при помощи материала с низкой теплопроводностью и тп.
Самые «крепкие» поршни — кованые, то есть сделаные из заготовок, полученных методом литья, а впоследствии подвергнутых ковке. Ковка — механическая обработка нагретого до ковочной температуры металла. Для каждого металла существует своя ковочная температура; у алюминия она не высока — всего лишь в районе 500 градусов.
В кривошипно-шатунном механизме поршень выполняет несколько функций, среди которых восприятие давления газов и передача усилий на шатун, герметизация камеры сгорания и отвод от нее тепла. Поршень является наиболее характерной деталью двигателя внутреннего сгорания , т.к. именно с его помощью реализуется термодинамический процесс двигателя.
Условия, в которых работает поршень, экстремальны и характеризуются высоким давлением, температурой и инерционными нагрузками. Поэтому поршни на современных двигателях изготавливаются из легкого, прочного и термостойкого материала – алюминиевого сплава, реже из стали. Поршни изготавливаются двумя способами – литьем под давлением или штамповкой, т.н. кованые поршни.
Поршень цельный конструктивный элемент, который условно разделяют на головку (в некоторых источниках ее называют днище) и юбку. Форма и конструкция поршня в значительной степени определяются типом двигателя, формой камеры сгорания и процессом сгорания, протекающим в ней. Поршень бензинового двигателя имеет плоскую или близкую к плоской поверхность головки. В ней могут быть выполнены канавки для полного открытия клапанов. Поршни двигателей с непосредственным впрыском топлива имеют более сложную форму. В головке поршня дизельного двигателя выполняется камера сгорания определенной формы, которая обеспечивает хорошее завихрение и улучшает смесеобразование.

Ниже головки поршня выполняются канавки для установки поршневых колец. Юбка поршня имеет конусообразную или криволинейную (бочкообразную ) форму. Такая форма юбки компенсирует температурное расширение поршня при нагреве. При достижении рабочей температуры двигателя поршень принимает цилиндрическую форму. Для снижения потерь на трение на боковую поверхность поршня наносится слой антифрикционного материала (дисульфид молибдена, графит ). В юбке поршня выполнены отверстия с приливами (бобышки ) для крепления поршневого пальца.
Охлаждение поршня осуществляется со стороны внутренней поверхности различными способами:
- масляный туман в цилиндре;
- разбрызгивание масла через отверстие в шатуне;
- разбрызгивание масла специальной форсункой;
- впрыскивание масла в специальный кольцевой канал в зоне колец;
- циркуляция масла по трубчатому змеевику в головке поршня.
Поршневые кольца образуют плотное соединение поршня со стенками цилиндра. Они изготавливаются из модифицированного чугуна. Поршневые кольца основной источник трения в двигателе внутреннего сгорания. Потери на трение в кольцах достигают до 25% всех механических потерь в двигателе.
Число и расположение колец зависит от типа и назначения двигателя. Самая распространенная схема – два компрессионных и одно маслосъемное кольцо. Компрессионные кольца препятствуют прорыву газов из камеры сгорания в картер двигателя. Первое компрессионное кольцо работает в наиболее тяжелых условиях. Поэтому на поршнях дизельных и ряда форсированных бензиновых двигателей в канавке кольца устанавливается стальная вставка, повышающая прочность и позволяющая реализовать максимальную степень сжатия. Компрессионные кольца могут иметь трапециевидную, бочкообразную, коническую форму, некоторые выполняются с порезом (вырезом).
Маслосъемное кольцо удаляет излишки масла с поверхности цилиндра и препятствует попаданию масла в камеру сгорания. Кольцо имеет множество дренажных отверстий. Некоторые конструкции колец имеют пружинный расширитель.
Соединение поршня с шатуном осуществляется с помощью поршневого пальца, который имеет трубчатую форму и изготавливается из стали. Имеется несколько способ установки поршневого пальца. Самый популярный т.н. плавающий палец , который имеет возможность проворачиваться в бобышках и поршневой головке шатуна во время работы. Для предотвращения смещения пальца он фиксируется стопорными кольцами. Значительно реже применяется жесткое закрепление концов пальца в поршне или жесткое закрепление пальца в поршневой головке шатуна.
Поршень, поршневые кольца и поршневой палец носят устоявшееся название поршневая группа.
Самые популярные
Устройство поршней авиамодельных двигателей
Тип и конструкция поршня (рис. 116) выбирается в зависимости от назначения двигателя. Поршни делают из Хромистого чугуна или из чугуна марок ЧМ1, ЧМ3, ЧМ4.
На высокооборотных короткоходных двигателях повышенной мощности, желательно иметь вес поршня минимальным. Поэтому стальные и чугунные поршни делают тонкостенными или применяют сплавы алюминия, имеющие малый удельный вес.
При поперечной продувке на днище поршня делают дефлектор. При петлевой продувке форма днища обычно сферическая, а при встречной кольцевой — коническая или плоская.
Соединение поршня с шатуном осуществляется обычно при помощи пальца. На рис. 116 приведено редко встречающееся, но тем не менее представляющее известный интерес соединение при помощи шарового шарнира.
Поршни (рис. 117) бывают гладкие, с уплотняющими канавками и с поршневыми кольцами. Во время работы двигателя гильза цилиндра и верх поршня нагреваются до 300—350°, вследствие чего расширяются. Если поршень сделан из того же материала, что и гильза, то зазор между поршнем и цилиндром, обеспечивающий движение поршня и возможность получения необходимой компрессии сохраняется и работа двигателя не нарушается.
Поршни из алюминиевых и магниевых сплавов расширяются при нагреве гораздо больше, чем чугунные или стальные, что вызывает необходимость делать зазор между стенками поршня и цилиндром значительно большим. Так, например, зазор, обеспечивающий легкий ход и хорошую компрессию при чугунном поршне диаметром 20 мм, составляет 0,015—0,02 на диаметр: Для обеспечения такой же степени свободы движения в горячем двигателе с поршнем из алюминиевых сплавов необходим зазор в холодном состоянии до 0,04 мм, т. е. в два раза больше (рис. 119). Сквозь такой зазор при сжатии газы легко выходят из камеры сгорания, и компрессия получается слабой, вследствие чего двигатель трудно или совсем невозможно завести. Для создания постоянной компрессии как при запуске, так и при работе мотора поршни из алюминиевых сплавов снабжаются кольцами.
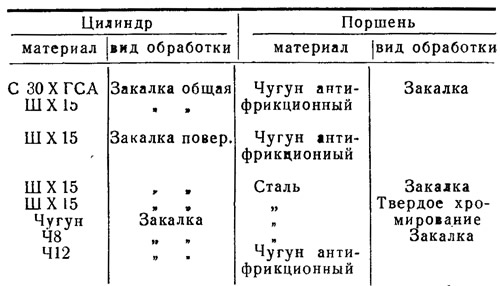
В тех случаях, когда применяют гладкие стальные или чугунные поршни, их работа зависит от соотношения твердости поршня и гильзы. Для уменьшения потерь на трении твердость зеркала цилиндра и твердость поверхности поршня делают разной. На таблице приведено несколько рекомендуемых сочетаний материалов зеркала и цилиндра и наружной поверхности поршня.
Для равномерного распределения смазки по стенкам поршня делают небольшие канавки, в которых задерживается масло.
Как уже было сказано выше, от подгонки поршня к цилиндру зависит мощность двигателя. Окончательно подгоняют поршень к цилиндру после шлифовки или точения методом притирки. Для того чтобы притереть поршень, надо изготовить чугунный разрезной притир (рис. 118) и втулку, в которой имеется зажимной винт для того, чтобы сжимать притир по мере необходимости. Поршень укрепляют при помощи поршневого пальца на ручке. Первоначальную притирку делают 20—30-микронным порошком, окончательную 7—8-микронным порошком, доводят пастой ГОИ. Перед установкой на двигатель требуется очень тщательная промывка и удаление даже самых мельчайших следов абразива (притирочного порошка).
Хорошо притертый к цилиндру поршень не должен при te°=20° и смазке жидким маслом (для швейных машин) пропускать воздух при сжатии на половину хода поршня в цилиндре двигателя.
Поршневые кольца
Поршневые кольца — одна из самых ответственных и трудновыполнимых деталей. Они должны быть упругими и твердыми, плотно, без просвета, прилегать к стенкам цилиндра. Поршневое кольцо помещается в канавке на стенке поршня, в ней оно должно свободно двигаться, но иметь минимальные зазоры. Если зазоры велики, газы из камеры сгорания смогут выходить по этим зазорам и компрессия будет ухудшаться. Если же кольцо будет сидеть в канавке поршня слишком плотно, то оно будет удерживаться трением в глубине канавки и не смо5кет плотно прилегать к стенкам цилиндра.
Сделать кольца, удовлетворяющие перечисленным требованиям, — одна из наиболее сложных и точных работ при изготовлении быстроходного двигателя, требующая точности и соблюдения последовательности технологических операций.
Для колец подходящим материалом является углеродистая сталь марок У-8 и У-10 и хромистый мелкозернистый чугун. Прежде чем приступить к изготовлению, кольцо следует начертить или сделать эскиз, на котором проставить все нужные для изготовления размеры (рис. 120).
Величины размеров следует измерять и выдерживать на детали с точностью до 0,01 мм, для определения их надо сделать несколько измерений.
Внутренний диаметр цилиндра мотора, с точностью до 0,01 мм, можно измерить индикатором или штангенциркулем и микрометром. Измерение штангенциркулем менее точно, но более доступно; производится в следующем порядке. Острые губки штангенциркуля разводят до предела внутри цилиндра, закрепляют подвижную рамку стопорным винтом, а микрометром измеряют наибольшее наружное расстояние между губками нутромера штангенциркуля (рис. 121). Полученный размер, называемый номинальным диаметром цилиндра D, проставляют на чертеже. Затем измеряют с той же точностью внутренний диаметр поршневой канавки. Для этого в поршневые канавки один против другого вкладывают смазанные техническим вазелином два отрезка проволоки с лысками по бокам (рис. 122).
Вазелин удерживает отрезки на месте и не дает им выпасть от собственного веса, что облегчает процесс измерения. Из полученного отсчета надо вычесть сумму двух сечений проволоки и будет найден внутренний диаметр канавки — размер d.
Высота кольца H может быть определена замером высоты поршневой канавки цилиндрическими калибрами или хвостовой частью спиральных сверл.
Изготовление колец начинают с того, что протачивают трубку по указанным на рис. 123 размерам и отрезают нужное количество заготовок. Заготовки разрезают фрезой или пилкой толщиной не более 0,3 мм и распиливают фиксирующий паз, после чего кольцо подготавливают к калке.
Для того чтобы кольцо пружинило, его калят в разжатом состоянии. Величина, на которую разжимается кольцо, зависит от его конструкции и габаритов. У большинства авиамодельных двигателей ее делают равной 0,06—0,12 номинального диаметра. Чтобы обеспечить необходимый размер и избежать коробления кольца при нагреве и охлаждении, закаливание производят в специальном приспособлении (рис. 124). Каждое из колец разжимается клиновидным зубом, имеющимся на приспособлении.
Несколько колец собирают в пакет, накрывают крышкой и зажимают гайкой. Для более быстрого и равномерного охлаждения при закалке донце и крышка приспособления имеют отверстия. Кольцо нагревают вместе с приспособлением: стальное до 780°, чугунное до 680°. Нагревание рекомендуется производить в муфельной печи или тигле, а закаливать быстрым охлаждением в воде при температуре 10—20°. После закалки кольца становятся хрупкими и твердыми. Для придания эластичности кольца надо отпустить.
Отпуск можно произвести двумя способами. Первый состоит в том, что пакет колец нагревают в муфельной печи: стальное до 240°, чугунное до 480°, а Затем быстро охлаждают в воде. При втором способе стальные кольца снимают с приспособления, очищают окалину наждачной бумагой, затем нагревают стальную или железную пластину до светло-синего цвета побежалости по всей поверхности, кольца пинцетом кладут на пластину. Когда кольцо примет соломенный цвет по всей поверхности, его следует быстро столкнуть с пластины в сосуд с водой.
Правильность отпуска колец легко проверить по их цвету. Если они имеют желтый или соломенный цвет, значит отпуск сделан верно, если синий или серый — отпуск сделан чрезмерный, кольца будут слабо пружинить; в этом случае закаливание, а затем отпуск колец придется повторить.
Бывает, что кольца после отпуска имеют бледно-желтый, едва заметный цвет побежалости. Это говорит о том, что кольца отпущены недостаточно и будут хрупкими. В этом случае их надо снова зачистить и провести правильный отпуск без повторной закалки.
После того как кольца будут термически обработаны, их подготовляют к шлифовке. Для того чтобы шлифовование произвести точно, надо сделать оправку с проточкой, равной внутреннему диаметру кольца.
Кольца надевают на оправку и стягивают медной проволокой до полного прилегания к оправке. Зазор в замке полностью сжатого кольца должен быть не более 0,2 мм и не менее 0,05 мм. Затем гайкой стягивают пакет колец на оправке и снимают проволоку.
Если зазор в замках при удалении проволоки или от легких ударов деревянным молотком по оправке увеличится, значит гайка была затянута недостаточно сильно; кольца надо снять и произвести еще раз тщательно их монтаж на оправке.
Шлифовать кольца можно на круглошлифовальном или на токарном станке, снабженном приспособлением для шлифования (рис. 125).
Чтобы избежать отпуска колец во время шлифования, их надо охлаждать водой.
Закончив шлифование, кольца надо снять с оправки и проверить плотность прилегания их к стенкам цилиндра.
Удалив оселком заусенцы с граней кольца, его вставляют в цилиндр двигателя. Внутрь кольца вводят заслонку (рис. 126) и, расположив с противоположной стороны источник света, проверяют на просвет. Свет должен быть виден: только в замке, где предусмотрен зазор 0,1—0,2 мм. Если зазора нет или он мал, то его надо сделать, сняв торец кольца в замке оселком. Зазор необходим, так как при работе двигателя кольцо сильно нагревается и, расширяясь, заклинится в цилиндре.
Кольца даже с очень небольшими просветами на двигатель ставить нельзя, так как они прирабатываются по месту довольно долго, компрессия в это время будет слабой и двигатель будет трудно завести, а мощность его будет снижена.
Дальнейшей обработке подвергаются только годные, проверенные на просвет, кольца. Чтобы кольца подогнать в поршневые канавки, их шлифуют на Плоскошлифовальном станке или притирают на плитке при помощи оправки в виде чашечки с ручкой, сначала одну, а затем другую сторону (рис. 127).
Притертые поверхности не должны иметь следов окалины -или механической обработки. Высота кольца подгоняется по канавке с таким расчетом, чтобы оно без заметного люфта входило в канавку на поршне.
После шлифования многие кольца все же прилегают недостаточно плотно к стенкам цилиндра и первое время пропускают газы. Для того чтобы сократить срок приработки колец, рекомендуется после шлифования кольца притереть по притиру с диаметром, равным номинальному диаметру цилиндра. На рис. 128 показано устройство притира. Кольца надевают на оправку или негодный поршень. Притирать следует наждачным или олундовым порошком: после точения — 20-микронным, после шлифования — 7—10-микронным. Порошок следует разводить на керосине с добавлением минерального масла (30—50%).
Зеркальный блеск и. окончательная доводка достигаются притиранием с окисью хрома (зеленый порошок) или с зеленой пастой ГОИ.
Перед последующими операциями или при переходе на притирку более мелким номером порошка или пасты необходимо тщательно промывать притиры и детали в чистом бензине и лишь после промывки переходить на более мелкий порошок или пасту. Без соблюдения этого правила достигнуть чистой зеркальной поверхности не удается.
Перед тем как надеть готовое кольцо на поршень, надо убедиться и том, что оно правильно пригнано по канавке. Посадку можно проверить, вставив кольцо в канавку внешней стороной. При помощи кусочка фольги, толщину которой можно измерить микрометром, определяют величину зазоров. Если зазоры малы, то их доводят, если все сделано верно, то, сняв оселком заусенцы с внутренних граней колец, их можно надеть на поршень.
Надеть на поршень кольцо, ,не имея опыта, трудно, а еще труднее его снять: кольцо можно сломать, а поршень и канавку повредить. Снимать и надевать кольца лучше всего при помощи разжимных щипцов, изображенных на рис. 129, которые нетрудно сделать из листовой стали.
Более примитивный и менее совершенный способ съемки и надевания колец показан на том же рисунке. В этом случае разжимание колец производится с помощью тонких пластинок, вводимых между кольцами и поршнем. Способ этот хуже, так как поверхность поршня трудно при этом уберечь от повреждений.
Поршень, на который поставлены новые кольца, следует промыть в керосине, смазать маслом и осторожно вставить в цилиндр. После этого не рекомендуется сразу же заводить двигатель, а надо, хорошо смазав цилиндр, прогонять двигатель без свечи вхолостую для того, чтобы дать кольцам приработаться. Вал мотора можно вращать, зажав его в патрон токарного или сверлильного станка. После нескольких минут работы на 500—1000 об/мин надо осмотреть поверхность цилиндра и колец через выхлопные окна и свечное отверстие.
Появление царапин, почернение масла или появление в нем металлических блесток является признаками заедания колец. В этом случае двигатель надо разобрать и чугунным притиром с порошком устранить надиры и заусенцы, удалить промыванием в керосине остатки металлической и наждачной пыли, обильно смазать машинным маслом, собрать и прогонять еще раз.
После непродолжительной работы вхолостую на поверхности колец должен появиться равномерный по всей окружности колец поперечный штрих, свидетельствующий о полном прилегании их к цилиндру. После этого двигатель промывают и заводят: сначала ему дают поработать на горючей смеси с увеличенным содержанием масла до 30—35% при малых оборотах, затем можно опробовать на максимальных числах оборотов и нормальной горючей смеси.
Появление на кольцах цветов побежалости является признаком недостаточной смазки или малого теплового зазора в замке колец. И то и другое недопустимо, так как приводит к потере упругости кольца и ухудшению компрессии. После некоторого времени работы двигателя зазор в замке у кольца в свободном состояние все же уменьшается, но этого не следует опасаться, так как некоторое уменьшение (на 20—30%) неизбежно и заранее предусматривается рекомендуемой здесь величиной зазора при их закаливании.
Увеличение зазора замка в рабочем состоянии нежелательно и является следствием выработки поверхности колец при длительной эксплуатации двигателя или попадания пыли во время его работы.
Процесс изготовления чугунных поршневых колец тот же, за исключением «отпуска», который для чугуна не нужен.
Кольца, изготовленные из чугуна, лучше: они быстрее прирабатываются, а в паре со стальными стенками цилиндра имеют меньший коэффициент трения, чем остальные. К сожалению, у авиамодельных двигателей кольца настолько тонкие (0,8—1,2 мм), что пористость даже очень хорошего чугуна становится серьезной помехой для его применения. Этим объясняется то, что на двигателях с рабочим объемом менее 10 см 3 чаще применяют стальные кольца.
Опыт работы с малолитражными двигателями показал, что на двигателях с рабочим объемом до 2,5 см 3 удовлетворительно работают гладкие поршни. Применение колец не дает существенных преимуществ на маленьких двигателях, по-видимому, потому, что рассчитать, выполнить и подобрать их жесткость представляет значительные трудности. На двигателях с рабочим объемом более 2,5 см 3 преимущества поршней с кольцами становятся очевидными, так как применение колец позволяет уменьшить вес поршня на 20—30%, что дает серьезный прирост числа оборотов, а следовательно, и мощности.
Следует заметить, что от поршня во многом зависит то, какую часть энергии, полученной от сгорания топлива, использует двигатель. Пропуск газов, затирание поршня, недостаточная компрессия и большой вес поршня снижают мощность двигателя.
Поршневые пальцы
Поршневой палец (рис. 133) соединяет шарнирно поршень с шатуном и передает давление поршня на шатун. Пальцы бывают плавающие, т. е. свободно сидящие как в поршне, так и в шатуне, и плотно сидящие в поршне.
Поршневой палец работает на срез и изгиб в условиях повышенной температуры и испытывает значительные нагрузки при работе двигателя, а при внезапных остановках во время аварий испытывает ударные нагрузки. Поверхность пальца в месте сочленения с шатуном подвергается истиранию.
Для того чтобы обеспечить прочность и долговечность в работе, поршневые пальцы делают из специальных сталей, цементируют или подвергают поверхностной закалке с помощью токов высокой частоты. В условиях небольших мастерских их делают из мягкой стали С-25, С-10, цементируют на глубину 0,5—0,6 мм, калят насухо, а поверхность шлифуют или притирают и полируют. Посадку пальца в поршне можно рекомендовать делать плотной, а в шатуне широкоходовой. От перемещения в сторону палец удерживается грибками или специальными контровками.